Пена для сидений обычно относится к пенополиуретану, который состоит из двухкомпонентных материалов плюс соответствующие добавки и другие мелкие материалы, которые вспениваются в формах.Весь производственный процесс разделен на три процесса: этап подготовки, этап производства и этап постобработки.
1. Этап подготовки – входной контроль + смешивание.
①Входной контроль материалов:
В основном проверяйте, соответствуют ли содержание воды и вязкость полиэфира требованиям.Особенно важен этот предмет зимой на севере.
Пробное производство пенопласта также осуществляется для входящих материалов, в основном путем взвешивания, чтобы проверить, соответствуют ли они требованиям статуса производства.
②Смешивание:
Смешивание осуществляется по установленной рецептуре, в настоящее время используется автоматическое смесительное оборудование.Пенная система сидений FAW-Volkswagen делится на два типа: композитный материал и самосмешивающийся материал.
Комбинированный материал:) A+B два смешанных раствора смешиваются напрямую.
Самостоятельное дозирование: смешайте POLY, то есть базовый полиэфир + POP + добавки, а затем смешайте POLY и ISO.

2. Этап производства – циклическое производство.
Как правило, применяется петлевое производство, в основном посредством нескольких процессов, таких как заливка, формовка, расформовка и очистка формы, а именно:
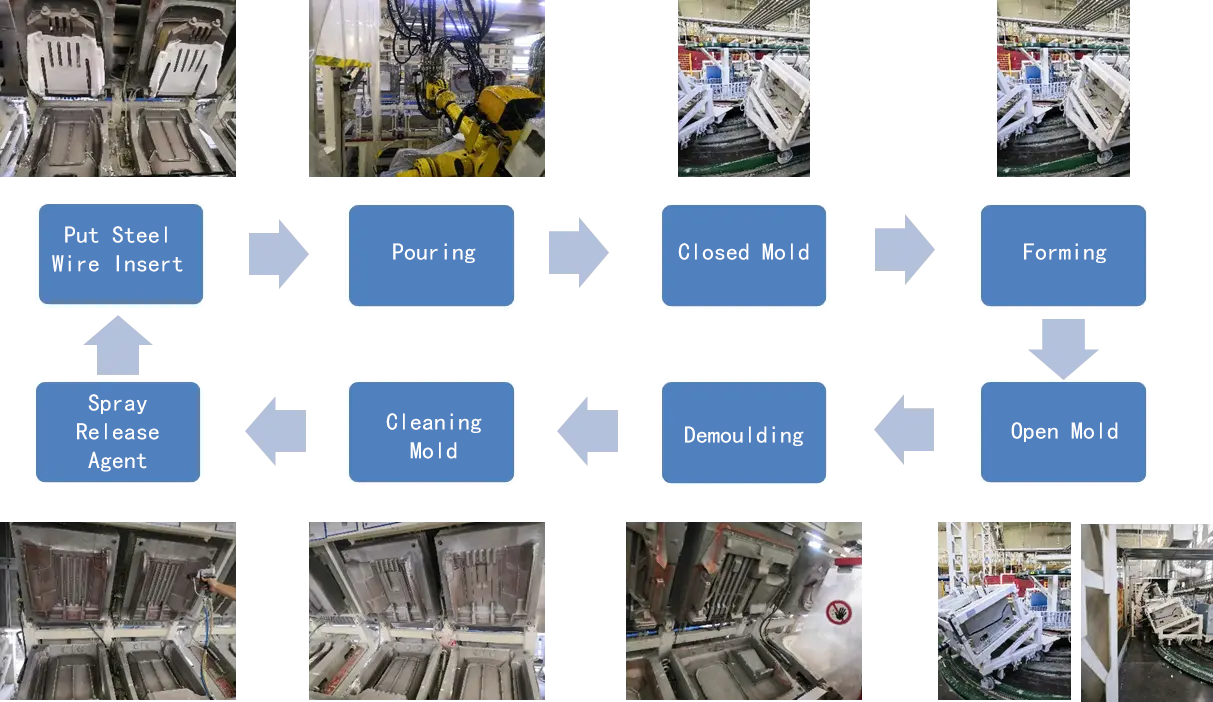
Среди них ключевой является заливка, которую в основном выполняет заливочный манипулятор.В зависимости от положения пены сиденья используются разные процедуры заливки, то есть пена заливается в разные области, а параметры процесса различаются (давление, температура, формула, плотность пенообразования, маршрут заливки, индекс отклика).
3. Этап постобработки – включая сверление, обрезку, кодирование, ремонт, напыление воска для глушителя, старение и другие процессы.
①Отверстие. Целью открытия является предотвращение деформации продукта и повышение эластичности.Разделяется на вакуумно-адсорбционный тип и роликовый тип.
После того, как пена выйдет из формы, необходимо как можно скорее открыть ячейки.Чем короче время, тем лучше, а самое продолжительное время не должно превышать 50 с.
②Пенопласт для обрезки кромок. Из-за процесса выхлопа формы на краях пенопласта образуются пятна пены, которые влияют на внешний вид при покрытии сиденья, и их необходимо удалять вручную.
③Кодирование – используется для отслеживания даты производства и партии пены.
④Ремонт. Пена может вызывать небольшие дефекты качества в процессе производства или расформовки.Обычно клей используется для устранения дефектов.Однако компания FAW-Volkswagen оговаривает, что поверхность А ремонтировать не разрешается, и существуют специальные стандарты качества, ограничивающие ремонтные работы..
⑤Спрей звукопоглощающий воск – функция заключается в предотвращении трения между пеной и каркасом сиденья, вызывающего шум.
⑥Старение. После того, как пена отливается из формы, вспененный материал обычно не полностью реагирует, и требуются микрореакции.Обычно пену подвешивают в воздухе с помощью цепной линии на 6-12 часов для отверждения.

открытие

Обрезка

после созревания
Именно благодаря такому сложному процессу пенопласт для сидений Volkswagen обладает превосходным комфортом и защитой окружающей среды, слабым запахом и низким уровнем выбросов.
Время публикации: 15 февраля 2023 г.